Электроды EWC SA-308L-15 c основным покрытием предназначены для сварки для сварки неповоротных стыков трубопроводов, а также других особо ответственных изделий из коррозионностойких хромоникелевых сталей марок 03Х18Н10, 08Х18Н10Т, AISI 304L, 321, 347 и им подобных, эксплуатирующихся при температурах от -196 до +400°С, когда к металлу шва предъявляются жесткие требования по стойкости к межкристаллитной коррозии, чистоте наплавленного металла и его пластическим характеристикам при криогенных температурах.
Основные материалы
S30400, S30403, S32100, S34700,304,304L,321,347, X5CrNi18-10, X2CrNi19-11, X6CrNiTi18-10, X6CrNiNb18-10,1.4301,1.4306,1.4541,1.4550, UGINOX 18-9, UGINOX 18-10 L, UGINOX 18-10 T
Типичный химический состав наплавленного металла, %
|
|
C
|
Mn
|
Si
|
P
|
S
|
Ni
|
Cr
|
Mo
|
Cu
|
|
норматив
|
≤ 0.04
|
0.5-2.5
|
≤1.00
|
≤ 0.04
|
≤0.03
|
9.0-12.0
|
18.0-21.0
|
≤0.75
|
≤0.75
|
|
типичный
|
0.033
|
1.20
|
0.35
|
0.011
|
0.008
|
9.90
|
19.80
|
0.15
|
0.03
|
Механические свойства наплавленного металла
|
Предел прочности
Rm, MPa
|
Относительное удлинение
(A5), %
|
Работа удара
KV, J (+200С)
|
Работа удара
KV, J (-1960С)
|
|
530
|
45
|
>47
|
>27
|
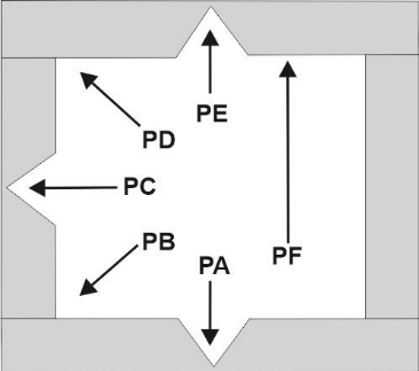
Эксплуатационные данные:
|
|
PA, 2PB, PC, PD, PE, PF
Ток: DC (+)
Прокалка: 1-2 часа/300-350°C
|
|
Диаметр/длина
|
2,5х250
|
3,2х300
|
4,0х350
|
5,0х350
|
|
Сила тока, А
|
50-80
|
80-110
|
120-150
|
160-200
|
{kind=link}