Электроды EWC SA-308L-17 c рутиловым покрытием предназначены для сварки аустенитных нержавеющих сталей. Особо низкое содержанием углерода в металле шва и содержание ферритной фазы около 5%
- EN/ISO:, :E 19 9 L R 12
- AWS, : E 19 9 L R 12
Электроды EWC SA-308L-17 c рутиловым покрытием предназначены для сварки аустенитных нержавеющих сталей. Особо низкое содержанием углерода в металле шва и содержание ферритной фазы около 5%
Электроды EWC SA-308L-17 c рутиловым покрытием предназначены для сварки аустенитных нержавеющих сталей. Особо низкое содержанием углерода в металле шва и содержание ферритной фазы около 5%. Покрытие электродов характеризуется чрезвычайно низким поглощением влаги. Равномерное плавление без брызг, очень хорошее отделение шлака, исключительно мелкозернистый шов, лёгкий поджиг (в том числе повторный). Применение: для всех нержавеющих сталей типа 18/8 с рабочими температурами эксплуатации - 120 ° C до + 350 ° C, цистерны, теплообменники, системы трубопроводов и т.д.
Основные материалы
S30400, S30403, S32100, S34700,304,304L,321,347, X5CrNi18-10, X2CrNi19-11, X6CrNiTi18-10, X6CrNiNb18-10,1.4301,1.4306,1.4541,1.4550, UGINOX 18-9, UGINOX 18-10 L, UGINOX 18-10 T
Типичный химический состав наплавленного металла, %
|
C |
Mn |
Si |
P |
S |
Ni |
Cr |
Mo |
Cu |
|
|
норматив |
≤ 0.04 |
0.5-2.5 |
≤1.00 |
≤ 0.04 |
≤0.03 |
9.0-11.0 |
18.0-21.0 |
≤0.75 |
≤0.75 |
|
типичный |
0.032 |
0.80 |
0.66 |
0.023 |
0.010 |
9.57 |
19.24 |
0.13 |
0.095 |
Механические свойства наплавленного металла
|
Предел текучести |
Предел прочности |
Относительное удлинение |
Работа удара |
Работа удара |
|
>340 |
>520 |
>35 |
>47 |
>27 |
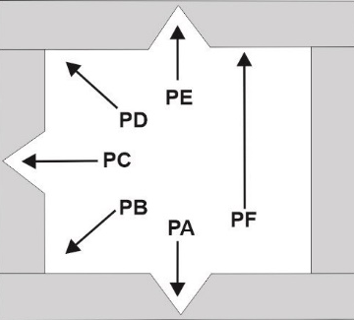
Эксплуатационные данные:
|
|
PA, 2PB, PC, PD, PE, PF Ток: AC, DC (+) Прокалка: 1часа/300-350°C |
|
Диаметр/длина |
2,0х300 |
2,5х300 |
3,2х350 |
4,0х300 |
5,0х400 |
|
Сила тока, А |
30-50 |
50-85 |
75-120 |
95-160 |
160-200 |