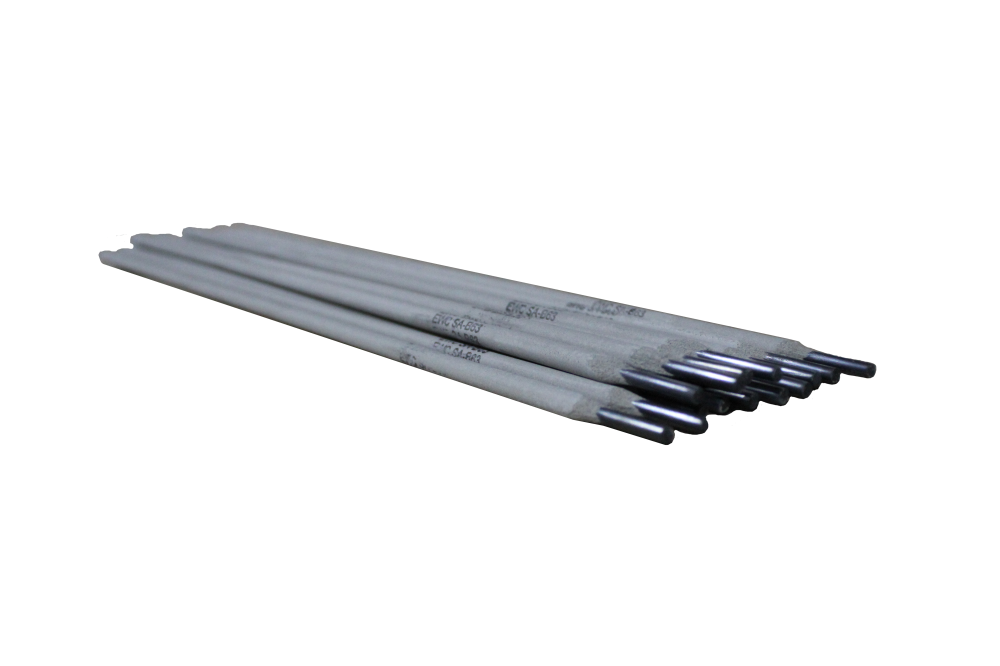
Электроды EWC SA-318-15 с основным покрытием, стабилизированные Nb предназначены для сварки неповоротных стыков трубопроводов и других особо ответственных конструкций работающих в контакте с жидкими агрессивными неокислительными средами при температуре до 350ºС из коррозионностойких хромоникелевых и хромоникельмолибденовых сталей стабилизированных титаном или ниобием типа 08Х18Н10Т, 12Х18Н10Т, 10Х17Н13М2Т, 10Х17Н13М3Т, AISI 318, 321, 347 и им подобных. Наплавленный металл отвечает самым жестким требованиям по стойкости к межкристаллитной коррозии, чистоте наплавленного металла.
Основные материалы
02Х17Н11М2, 08Х17Н13М2Т, 10Х17Н13М3Т, 318, 03Х18Н10, 08Х18Н10Т, AISI 304L, 321, 347, 1.4401, X5CrNiMo17-12-2, 1.4404, X2CrNiMo17-12-2, 1.4409, GX2CrNiMo19-11-2, 1.4435, X2CrNiMo18-14-3, 1.4436, X3CrNiMo17-13-3, 1.4437, GX6CrNiMo18-12, 1.4571, X6CrNiMoTi17- 12-2, 1.4580, X6CrNiMoNb17-12-2, 1.4581, GX5CrNiMoNb19-11-2, 1.4583, X10CrNiMoNb18-12, UNS S31600, S31603, S31635, S31640, S31653, AISI 316, 316L, 316Ti, 316Cb, 08Х18Н10Т, 12Х18Н10Т, 10Х17Н13М2Т, 10Х17Н13М3Т
Типичный химический состав наплавленного металла, %
|
|
C
|
Mn
|
Si
|
P
|
S
|
Ni
|
Cr
|
Mo
|
Cu
|
Nb+Ta
|
|
норматив
|
≤ 0.08
|
0.5-2.5
|
≤1.00
|
≤ 0.04
|
≤0.03
|
11.0-14.0
|
17.0-20.0
|
2.0-3.0
|
≤0.75
|
6xC
|
|
типичный
|
0.052
|
1.35
|
0.41
|
0.020
|
0.010
|
11.54
|
18.65
|
2.52
|
0.02
|
0.50
|
Механические свойства наплавленного металла
|
Предел прочности
Rm, MPa
|
Относительное удлинение
(A5), %
|
Работа удара
KV, J (+200С)
|
Работа удара
KV, J (-1960С)
|
|
597
|
38
|
>47
|
>27
|
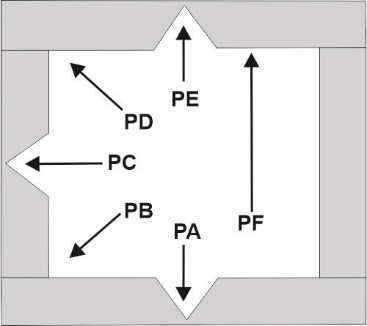
Эксплуатационные данные:
|
|
PA, 2PB, PC, PD, PE, PF
Ток: DC (+)
Прокалка: 1- 2 часа/300-350°C
|
|
Диаметр/длина
|
2,5х250
|
3,2х300
|
4,0х350
|
5,0х350
|
|
Сила тока, А
|
50-80
|
80-110
|
110-160
|
160-200
|
{kind=link}