Электроды EWC SA-BNi с основным покрытием предназначены для сварки углеродистых и низколегированных сталей, а также мелкозернистых углерод-марганцевых сталей с повышенным пределом текучести
- AWS A5.5 E7018-G
- ISO 2560-A E 46 5 Ni B 3 2 H5
Электроды EWC SA-BNi с основным покрытием предназначены для сварки углеродистых и низколегированных сталей, а также мелкозернистых углерод-марганцевых сталей с повышенным пределом текучести
Электроды EWC SA-BNi с основным покрытием предназначены для сварки углеродистых и низколегированных сталей, а также мелкозернистых углерод-марганцевых сталей с повышенным пределом текучести. Основная область применения — морское шельфовое строительство. Наплавленный металл легирован около 0,9 % Ni и соответствует требованиям по ударной вязкости при температуре –50 °C
Основные материалы
St 52.3 - St 70.2, StE 380 - StE 460, WStE 380 - WStE 460, TStE 380 - TStE 460, 13MnNi63, 15MnNi63, 17Mn4, 19Mn5, GS-52, GS-60, CORTEN, Patinax, 1.0570, 1.0070, 1.8900, 1.8905, 1.8930, 1.8935, 1.8910, 1.8915, 1.6217, 1.6210, 1.0481, 1.0482, 1.0551, 1.0553
Типичный химический состав наплавленного металла, %
|
C |
Mn |
Si |
P |
S |
Ni |
|
|
норматив |
≤ 0.12 |
> 1.00 |
≤0.80 |
≤ 0.035 |
≤0.035 |
>0.50 |
|
типичный |
0.067 |
1.30 |
0.50 |
0.012 |
0.008 |
1.20 |
Механические свойства наплавленного металла (Термообработка 620°C/1 час)
|
Предел текучести |
Предел прочности |
Относительное удлинение |
Работа удара |
|
470 |
580 |
28 |
100 |
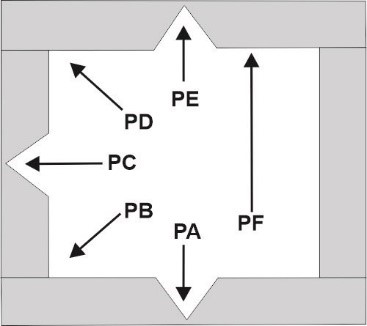
Эксплуатационные данные:
|
|
PA, 2PB, PC, PD, PE, PF Ток: AC, DC (+) Прокалка: 1-2 часа/350-380°C |
|
Диаметр/длина |
2,0х300 |
2,5х300 |
3,2х350 |
4,0х400 |
5,0х400 |
|
Сила тока, А |
50-80 |
70-110 |
110-140 |
140-180 |
190-240 |
| Артикул | Наименование | Сертификат | Аналог |
|---|---|---|---|
| CN1500061 | Электроды EWC SA-BNi 2,5x300 мм (5,0 кг) | ||
| CN1500062 | Электроды EWC SA-BNi 3,2x350 мм (5,0 кг) | ||
| CN1500063 | Электроды EWC SA-BNi 4,0x400 мм (5,0 кг) |