Электроды EWC SA-BNi2 с основным покрытием, позволяющие выполнять сварку как на переменном, так и на постоянном токе обратной полярности, легированный 2,5% Ni и обеспечивающие высочайшие пластические характеристики наплавленного металла.
Предназначены для сварки морских и шельфовых нефтегазовых платформ, а также других особо ответственных конструкций, с расчетной температурой эксплуатации до -60°С
Основные материалы
Криогенные конструкционные стали и криогенные стали для судостроения:
10Ni14, 12Ni14, 13MnNi6-3, 15NiMn6, S275N-S460N, S275NL-S460NL, S275M-S460M, S275ML-S460ML, P275NL1- P460NL1, P275NL2-P460NL2 ASTM A 203 Gr. D, E; A 333 Gr. 3; A334 Gr. 3; A 350 Gr. LF1, LF2, LF3; A 420 Gr. WPL3, WPL6; A 516 Gr. 60, 65; AA 529 Gr. 50; A 572 Gr. 42, 65; A 633 Gr. A, D, E; A 662 Gr. A, B, C; A 707 Gr. L1, L2, L3; A 738 Gr. A; A 841 A, B, C, 09Г2С, 10Г2ФБЮ, 15Х2НМФА
Типичный химический состав наплавленного металла, %
|
|
C
|
Mn
|
Si
|
P
|
S
|
Ni
|
|
норматив
|
≤ 0.12
|
<1.25
|
≤0.80
|
≤ 0.030
|
≤0.030
|
2.0-2.75
|
|
типичный
|
0.075
|
1.00
|
0.40
|
0.016
|
0.010
|
2.20
|
Механические свойства наплавленного металла (Термообработка 605°C/1 час)
|
Предел текучести
Rp0.2, MPa
|
Предел прочности
Rm, MPa
|
Относительное удлинение
(A5), %
|
Работа удара
KV, J (-600С)
|
|
520
|
630
|
25
|
85
|
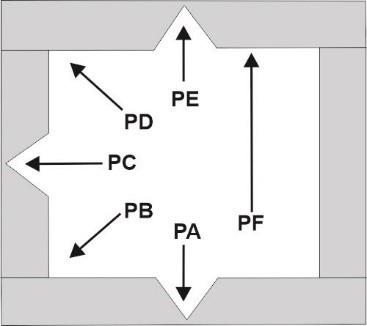
Эксплуатационные данные:
|
|
PA, 2PB, PC, PD, PE, PF
Ток: AC, DC (+)
Прокалка: 1-2 часа/350-380°C
|
|
Диаметр/длина
|
3,2х350
|
4,0х400
|
5,0х400
|
|
Сила тока, А
|
90-120
|
140-180
|
180-210
|